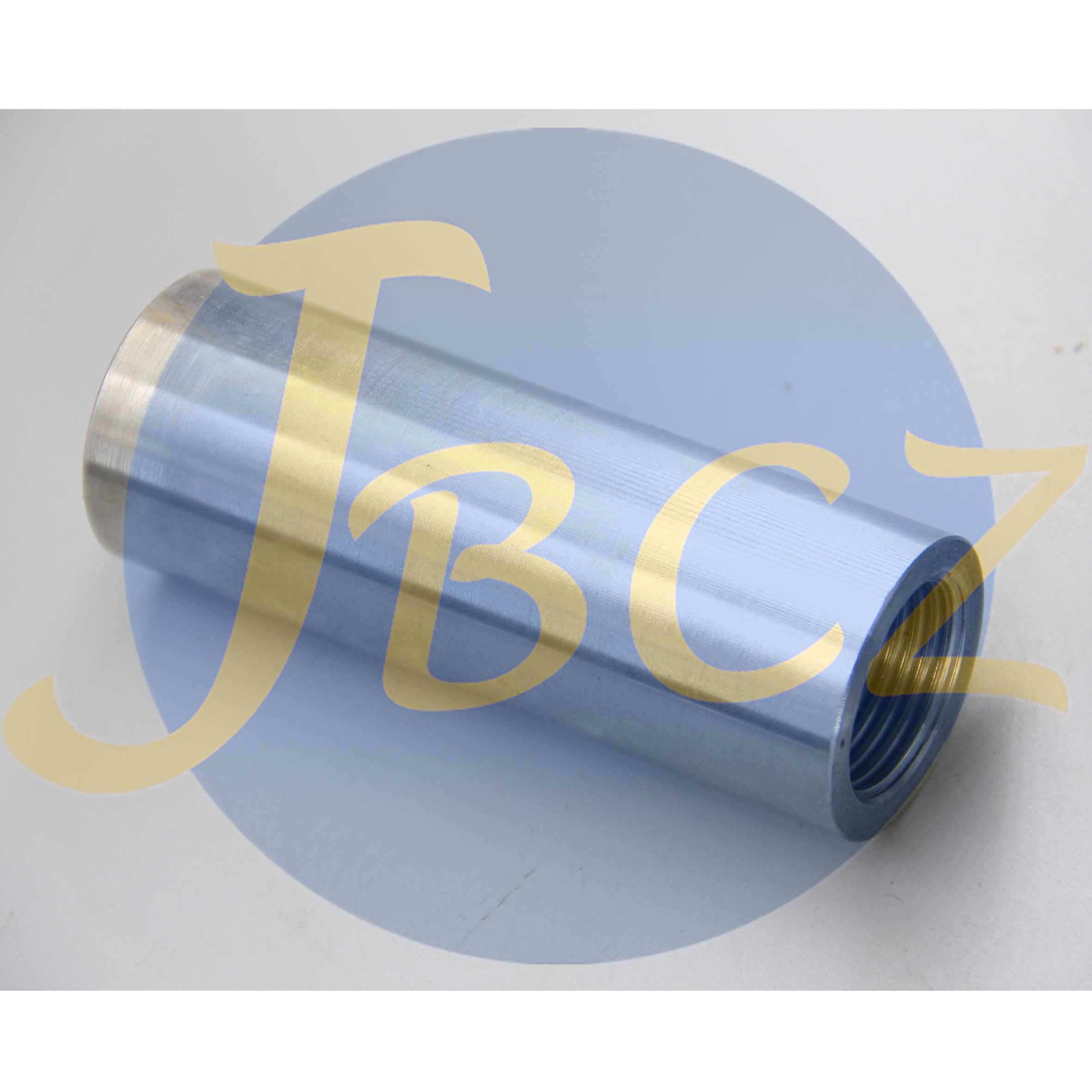
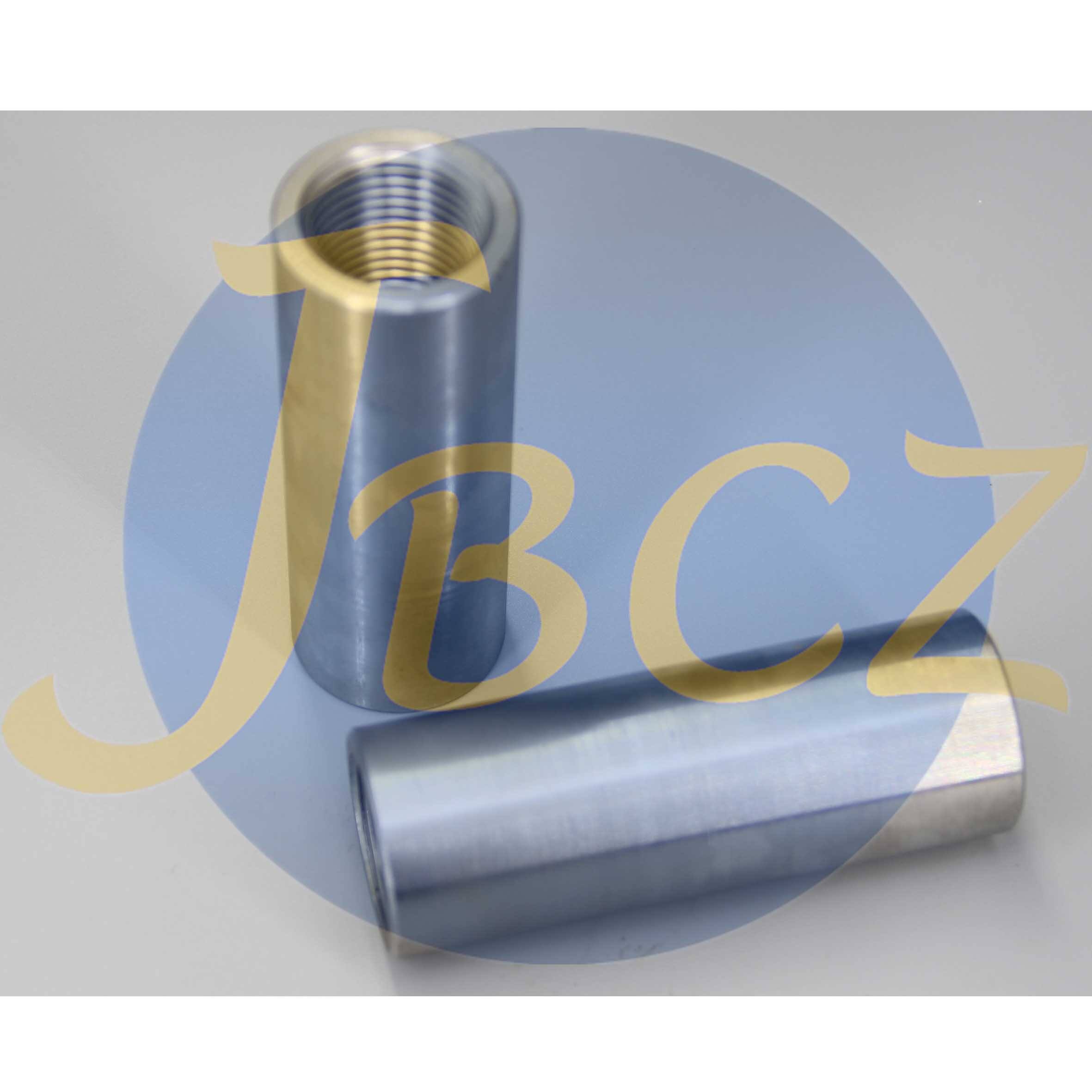
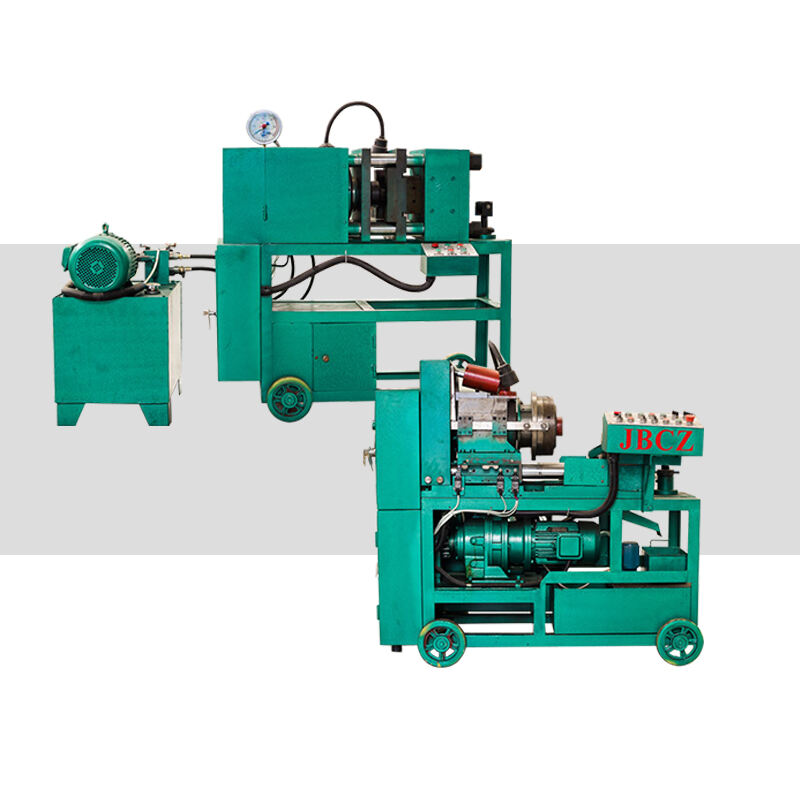
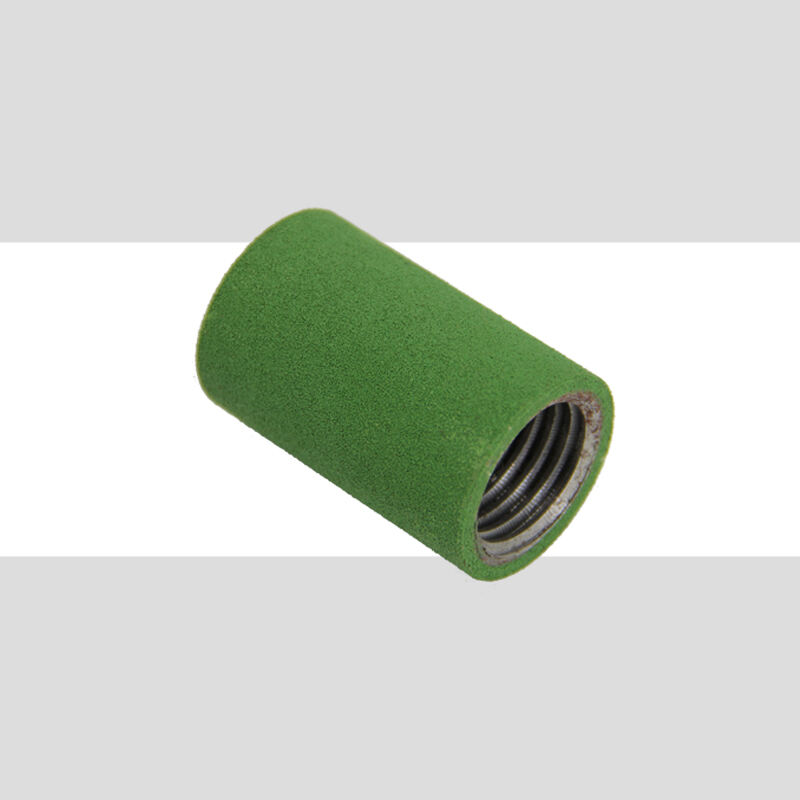
マイナス170度Cの低温用鉄筋継手システム
マイナス170℃の低温用鉄筋継手システムは、建設技術における革新的な進歩を表しており、コンクリート構造物における鉄筋の接合に向けた画期的な解決策を提供します。この高度なシステムでは、従来のねじ切り、溶接、または機械式継手を必要とせずに、極低温を利用して鋼製鉄筋同士を永久的かつ高強度で接合します。その基本原理は、液体窒素を用いて特別設計された鋼製スリーブをマイナス170℃まで冷却し、金属の収縮により内径を一時的に拡大させることにあります。収縮したスリーブに鉄筋端部を挿入した後、システムが周囲温度に戻ると、スリーブが鉄筋を非常に強い力で締め付け、元の鉄筋自体の強度を上回るほど堅固で分離不能な結合を形成します。マイナス170℃の低温用鉄筋継手システムの主な機能には、コンクリート補強材における構造的連続性の確保、従来の継手工法が実施困難な狭小空間での施工支援、および住宅用から重厚産業用プロジェクトに至るまで、さまざまな直径の鉄筋を迅速に接合できる点が挙げられます。技術的特長としては、高品位炭素鋼から精密加工された鋼製スリーブ、液体窒素を安全に取り扱う携帯型低温冷却装置、および各接合部が厳格な工学基準を満たすことを保証する品質管理システムが含まれます。応用分野は、高層ビル、橋梁、トンネル、原子力施設、耐震補強工事、ならびに構造的健全性が最重要視されるインフラ整備など、多岐にわたる建設分野に及びます。特に、塑性変形能力が不可欠な地震多発地域、工期短縮が求められるプロジェクト、および溶接作業が禁止されている高温作業制限のある現場において、本システムは極めて有効です。マイナス170℃の低温用鉄筋継手システムは、信頼性・効率性に優れ、熱影響部や金属組織の変化を生じさせず、補強鉄筋本来の機械的特性を維持できるという利点から、世界中のエンジニアおよび施工業者から広く採用されています。