Zaawansowana inżynieria i technologia przekazywania obciążeń wysokiej klasy
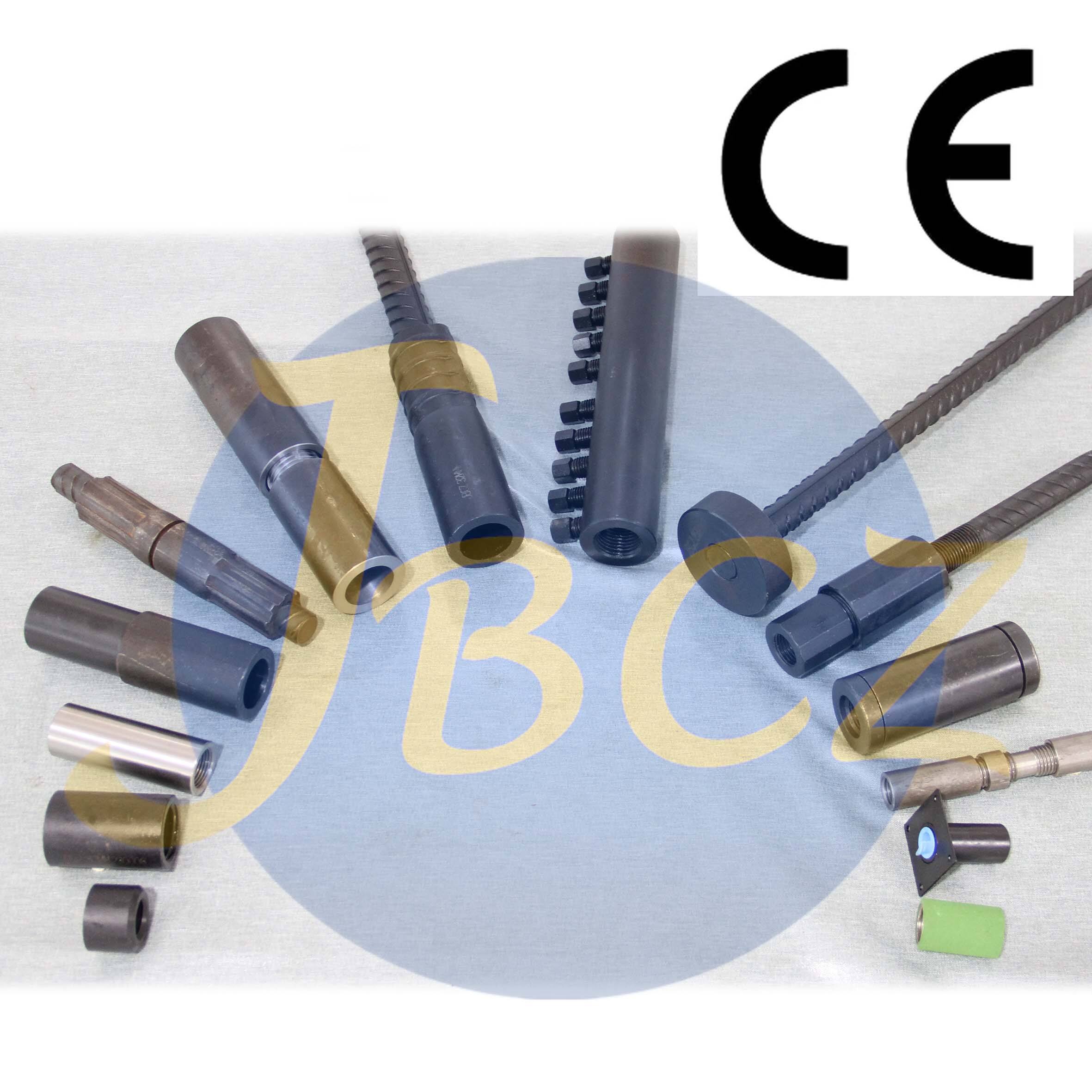
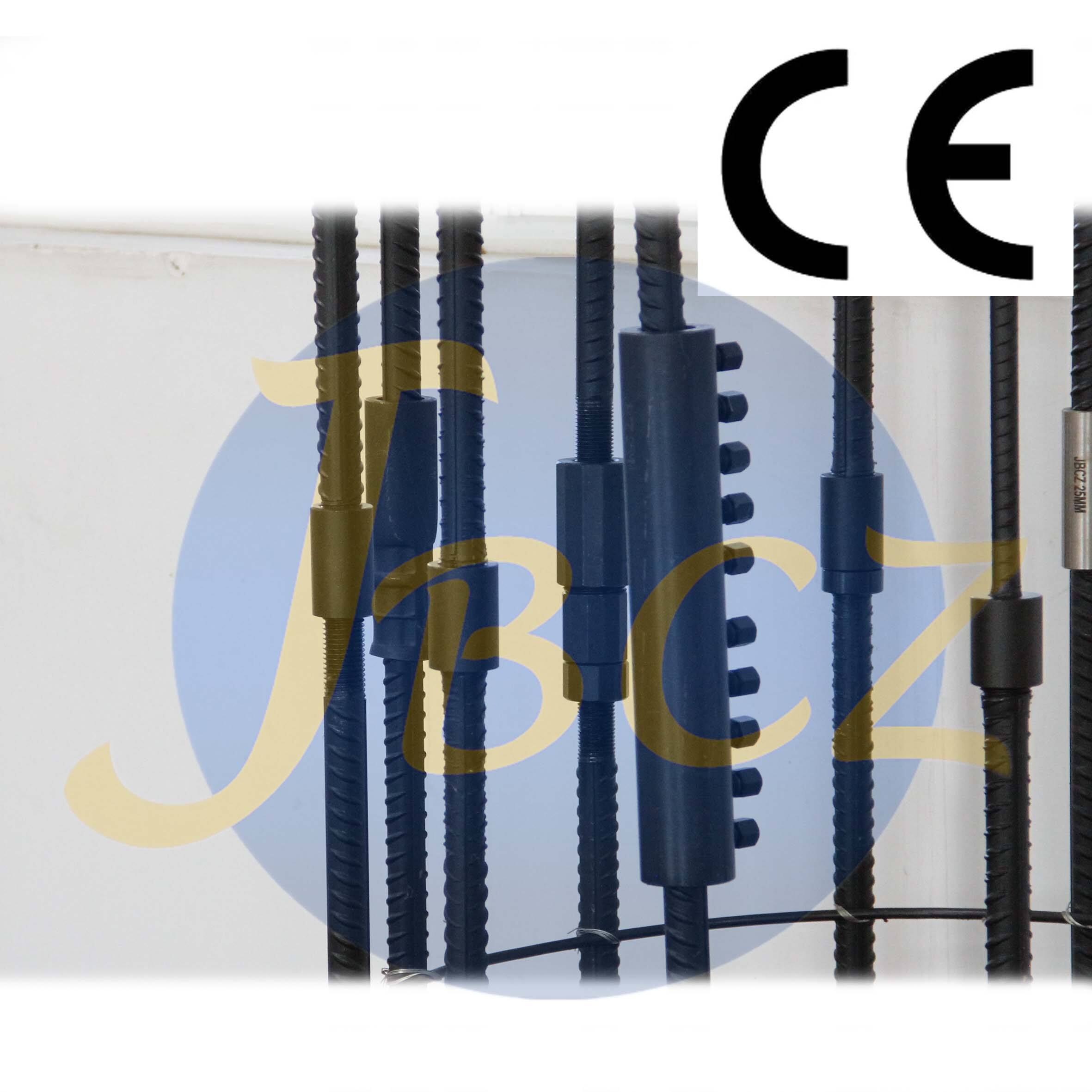
Zaawansowana inżynierska wiedza techniczna stojąca za złączką prętów zbrojeniowych certyfikowaną wg normy CE odzwierciedla dziesięciolecia badań i rozwoju skupionych na tworzeniu połączeń mechanicznych, które odpowiadają lub przewyższają wydajność ciągłych prętów zbrojeniowych. Mechanizm przenoszenia obciążenia stosowany w tych złączkach stanowi podstawowe ulepszenie w porównaniu z tradycyjnym łączeniem na zakładkę, które opiera się na wytrzymałości przyczepności betonu i wymaga znacznych długości zakładki w celu zapewnienia wystarczającego przenoszenia siły. Z kolei złączka prętów zbrojeniowych certyfikowana wg normy CE tworzy bezpośrednie połączenie mechaniczne, które przenosi siły rozciągające, ściskające, a w niektórych projektach także momenty, za pomocą precyzyjnie zaprojektowanych elementów, a nie poprzez zależność od właściwości betonu. Technologia gwintowania stanowi podstawę wielu systemów złączek i wykorzystuje albo gwinty równoległe, albo gwinty stożkowe frezowane z bardzo ścisłymi tolerancjami, zapewniającymi prawidłowe założenie i rozkład obciążeń. Systemy z gwintem równoległym charakteryzują się stałą profilacją gwintu na całej długości, co umożliwia regulację położenia oraz uproszczone procedury montażu dostosowane do warunków terenowych i tolerancji budowlanych. Projekty z gwintem stożkowym zawierają stopniowo zmieniające się średnice gwintu, które generują efekt klinowy podczas montażu, zapewniając doskonałą przyczepność oraz właściwości przenoszenia obciążeń – idealne dla zastosowań o wysokiej nośności. Precyzja produkcji gwarantuje, że profile gwintów zachowują dokładność wymiarową w granicach mikrometrów, zapobiegając koncentracjom naprężeń, które mogłyby osłabić wytrzymałość połączenia. Dobór materiału odgrywa kluczową rolę w wydajności złączki; wysokiej jakości stali stopowe zapewniają niezbędną wytrzymałość, plastyczność i odporność udarnościową, pozwalając na bezawaryjne działanie w warunkach skrajnych obciążeń. Procesy obróbki cieplnej poprawiają właściwości materiału, tworząc optymalne profile twardości, które zapobiegają zrywaniu gwintu przy jednoczesnym zachowaniu wystarczającej plastyczności umożliwiającej kompensację ruchów konstrukcyjnych. Złączka prętów zbrojeniowych certyfikowana wg normy CE podlega analizie metodą elementów skończonych w fazie projektowania, co pozwala inżynierom zoptymalizować geometrię, zminimalizować koncentracje naprężeń oraz przewidywać zachowanie się połączenia w złożonych scenariuszach obciążeniowych. Systemy montażu różnią się w zależności od producenta, ale ogólnie obejmują: bezpośrednie gwintowanie końców prętów zbrojeniowych, gwintowanie po zamontowaniu prętów przy użyciu specjalistycznego sprzętu lub zastosowanie techniki kalibrowania (swaging), polegającej na mechanicznym ściskaniu tulei na powierzchni prętów. Kontrola jakości w trakcie montażu zapewnia prawidłowe zastosowanie momentu dokręcania, odpowiednią długość założenia gwintu oraz prawidłową współosiowość; wiele systemów wyposażono w wskaźniki wizualne lub urządzenia ograniczające moment dokręcania potwierdzające poprawne zestawienie. Otrzymane połączenie rozwija pełną wytrzymałość na rozciąganie i maksymalną wytrzymałość rozciągającą prętów zbrojeniowych, spełniając wymagania normowe dla złączy mechanicznych typu 1 lub typu 2 w zależności od ich właściwości wydajnościowych. Badania zmęczeniowe wykazują, że prawidłowo zamontowane złączki wytrzymują miliony cykli obciążeniowych bez utraty właściwości, co czyni je odpowiednimi dla konstrukcji narażonych na obciążenia dynamiczne, takich jak mosty, dźwigi czy budynki odporno na trzęsienia ziemi.