Комплексні переваги щодо підвищення рівня безпеки та відповідності нормативним вимогам
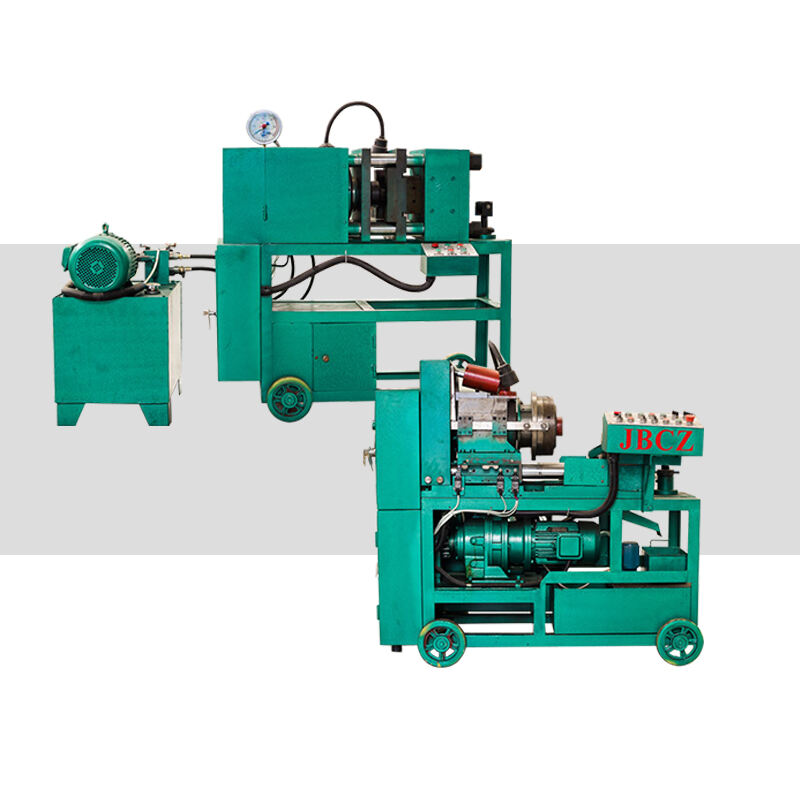
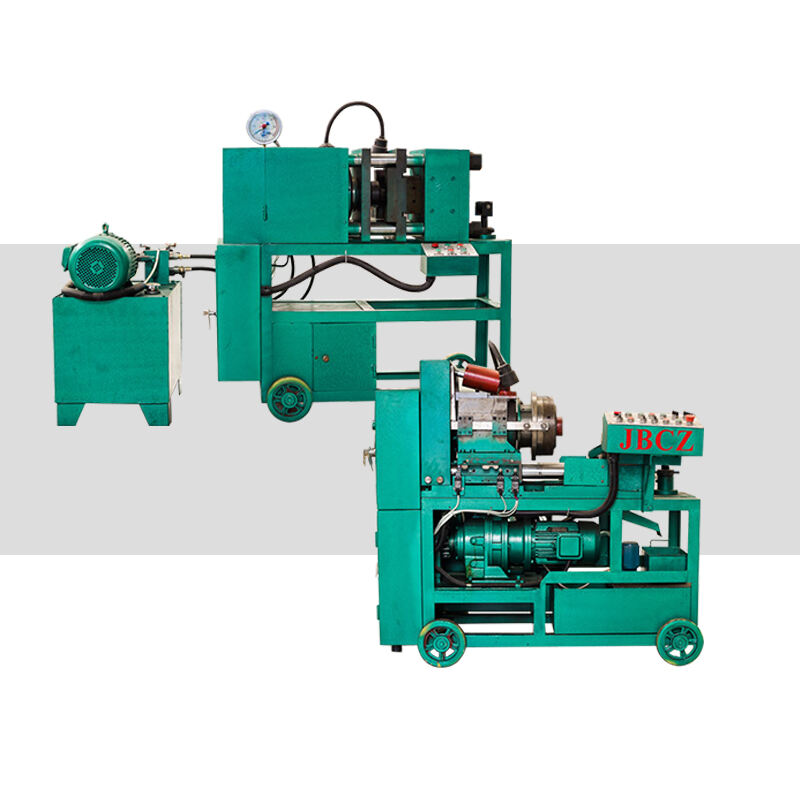
Безпека, притаманна машині для витиснення рифлень на арматурі з паралельними різьбами, поширюється на весь будівельний ланцюг цінності — від виробничих потужностей до експлуатації готової споруди, створюючи вагомі переваги для всіх зацікавлених сторін. У підприємствах з обробки арматури автоматизована робота машини усуває працівників із безпосередньої участі в небезпечних процесах нагрівання та витиснення. Традиційні методи нагрівання часто піддають працівників ризику опіків, а ручні операції витиснення пов’язані з важкими ударними навантаженнями та зонами защемлення. Закрита камера нагрівання та автоматизований механізм витиснення сучасних машин усувають ці ризики експозиції, утримуючи тепло й механічні навантаження в межах спеціально розроблених безпечних корпусів. Системи аварійного зупинення, блокувальні пристрої безпеки, що забороняють роботу при відкритих захисних пристроях, а також автоматичні системи виявлення несправностей, які зупиняють процес при виникненні аномальних умов, сприяють створенню принципово безпечнішого виробничого середовища. Переваги щодо відповідності нормативним вимогам набувають все більшого значення в міру глобального розвитку стандартів безпеки праці. Обладнання, що відповідає міжнародним сертифікатам безпеки, свідчить про зобов’язання щодо захисту працівників, одночасно задовольняючи вимоги страхових компаній та регуляторних інспекцій. У багатьох юрисдикціях тепер обов’язкове встановлення певних засобів безпеки на промисловому обладнанні, і придбання обладнання, розробленого з урахуванням цих вимог, забезпечує постійну відповідність без потреби дорогостоячого дооснащення. Безпечні переваги значно поширюються й на будівельних майданчиках, де різьбові з’єднання принципово змінюють процес монтажу армування. Традиційне перекриття («лапове» з’єднання) вимагає від працівників ручного зав’язування великої кількості дротяних зв’язок у стиснених просторах серед щільно розташованої арматури, що призводить до ергономічного навантаження, травм через повторювані рухи та ризику заплутування. Різьбові з’єднання повністю усувають необхідність такого ручного зав’язування: працівники просто вирівнюють попередньо нарізані стрижні й обертають муфти-з’єднувачі за допомогою базових інструментів. Цей спрощений процес збирання зменшує фізичне навантаження, мінімізує час перебування в незручних позах і усуває гострі кінці дроту, які часто стають причиною порізів. Зниження ступеня перевантаження будмайданчика при використанні різьбових з’єднань забезпечує додаткові переваги щодо безпеки, покращуючи оглядовість і мобільність працівників під час переміщення серед арматури. Оскільки арматурні стрижні з’єднуються в точно визначених точках, а не перекриваються на значну довжину, проходи залишаються вільнішими, а ризик падінь зменшується. Можливість попереднього виготовлення цілих арматурних каркасів поза майданчиком у контрольованих умовах ще більше усуває працівників із небезпечних робіт на місці, що особливо важливо, коли монтаж армування виконується на висоті або в стиснених приміщеннях. Документація з контролю якості, яку формує машина, забезпечує прослідковуваність, що підтримує безпеку конструкції протягом усього терміну експлуатації будівлі. Кожен оброблений арматурний стрижень може бути відстежений за даними виробництва, що підтверджують відповідність заданим специфікаціям, надаючи докази інспекторам будівельних робіт і формуючи постійні реєстри для власників споруд. Така документація є надзвичайно цінною, якщо через роки після будівництва виникнуть запитання щодо структурної цілісності. Остаточна перевага щодо безпеки проявляється в експлуатаційних характеристиках готової споруди, де вища міцність і стабільність з’єднань забезпечують захист осіб, що перебувають у будівлі, під час надзвичайних ситуацій — землетрусів, ураганів та інших лих, коли структурна цілісність стає життєво важливою.